溶接条件
- ●DC500A
- ●φ9.5mm
ホーム>製品情報>溶接機・切断機>CO2/MAG溶接機>Welbee Inverter M500GSⅡ
直流溶接
半自動から自動機まで幅広い範囲で高い溶接性能を発揮。突出し長さの変化や高速溶接でもアーク長の変化が少なく、均一なビード外観を実現します。

溶接条件

溶接条件
アークが不安定になりやすいパワーケーブル延長時に使用することで外乱による影響を最小限に留め、安定した溶接が行えます。
| 標準モード | 延長モード | |
|---|---|---|
| ケーブル長 40m |  |
 |
溶接条件
ファンクション番号「38」を設定することで、正極性(パワーケーブルのプラス・マイナスを逆に接続した状態)で溶接が行えます。
亜鉛めっき鋼板の溶接などで使用する正極性専用ワイヤも簡単にお使いいただけます。
直流ガウジング 電撃低減機能内蔵
最大500Aの出力で、φ5〜9.5mmまでのガウジング棒を使用でき、厚板でのガウジング作業に対応可能です。
高出力のガウジングにおいても安定した性能を発揮します。

溶接条件

溶接条件

溶接条件
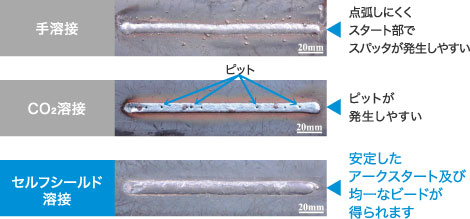
セルフシールド


溶接条件
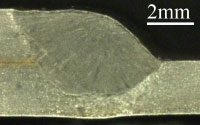
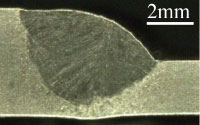
通常モードと比較して、より深い溶込みが得られます。
| 通常モード | 深溶込み機能 |
|---|---|
|
|
溶接条件
動画が表示されない方は「Cookie設定」をご確認いただき、ターゲティングCookieの取得を許可してください。
| 溶接電源 | WB-M502GS | ||
|---|---|---|---|
| 用途 | CO2/MAG 空冷 |
セルフシールド | |
| ワイヤ送給装置 | CM-7403 | CMN-7402 | |
| 溶接トーチ | BT5000-30 | WTNJ3510-SD | |
| パワーケーブル | 送給装置側 | BKPT-6002 | |
| 母材側 | BKPT-6002 | ||
| ガス流量調整器 | AU-888(CO2)、D-BHN-2 (MAG/MIG)、 FCR-226 (CO2/MAG/Ar ヒータ付) |
- | |